О настоящем тюнинге написано много, по-честному и не очень. Однако, мы не устаем отделять зерна от плевел и продолжаем наши научно-познавательные эксперименты. В ходе, которых делаем свои пусть не судьбоносные, но открытия: к примеру, на выручку тюнеру может прийти отрюдь не только сервис или продавец соответствующих компонентов. Всем известны многочисленные плюсы использования алюминия в качестве материала для тюнинга. Однако не едиными накладками на педали ограничивается область применения «летучего металла». Например, радиатор или интеркулер – как раз из алюминия, а иногда и детали самого движка сделаны из этого металла.
Рано или поздно каждый автолюбитель встречается с проблемой ремонта алюминиевой детали. Побывавшие в аварии радиатор или интеркулер являют собой жалкое зрелише. На «разборке» деталь частенько не найти, а новая деталь может не уложиться в адекватный бюджет. Появляется мысль – починить.
Грамотные люди знают, что круглое необходимо катать, квадратное носить, а алюминий - варить. Еще более продвинутые знают, что алюминий испокон веков варится аргонно-дуговой сваркой, то есть, с применением дорогого и не всегда доступного инертного газа аргона. И уж совсем немногие понимают, что аргонно-дуговой сваркой можно варить лист алюминия толщиной минимум 0,8 мм. В конструкции же современных радиаторов используется металл, чья толщина не превышает 0.3 мм. Многочисленные опыты с импульсными источниками питания так до сих пор ни к чему не привели. При малом напряжении алюминий, не достигает необходимой температуры сварки, на чуть большем напряжении – выжигает обрабатываемую трубку («выхватывает» ее кусок). На помощь покалеченным интеркулерам и радиаторам могут прийти сварочные аппараты «Москва», способные варить очень тонкий алюминий кислород-водородной смесью. MAXI Tuning познакомился с нюансами работы таких девайсов во время визита на московское ОАО НПП «Газосварочные аппараты - XXI век». Но заваркой дело не ограничивается. Не редко пластиковые бачки радиаторов приходится менять на алюминиевые. «Японки» (Subaru, Suzuki, Nissan и др.), и машины марки Opel нередко страдают «течью антифриза из бачка» и «самопроизвольным разрушениеми». Большинство вариантов заваривания, запаивания, заклеивания радиаторного пластика доказали свою неэффективность. Срок службы таких «залатанных» деталей – как правило, год. А алюминий это – надолго.

Вот они – кандидаты на ремонт
Так выглядит типичный современный автомобильный радиатор. К металлической основе, в которую впаяны трубки, через полимерную прокладку, специальными лапками прижимается пластиковый бачок
«Лапки» отжимают на специальном станке
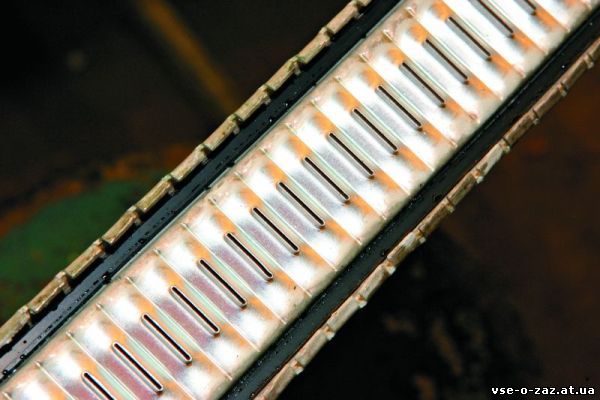
Современные интеркулеры (на снимке) или радиаторы, как правило, многорядные (количество рядов – три и более) и весьма широкие. Поэтому залатать дырку в трубе среднего ряда, не повредив внешний ряд, с помощью привычного оборудования нереально. Но если на помощь приходит современный инструмент, это не так уж и сложно.
Уникальные газосварочные аппараты, использующие в качестве ресурсов для работы жлектроэнергию и дистиплинированную воду. Способны варить углеродистые стали, чугун, медь, латунь, бронзу, албминий и его сплавы, стекло, кварц
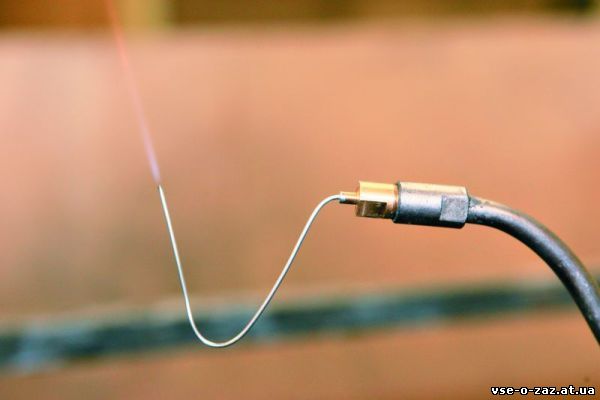
«Волшебная» горелка, способная менять произвольно свою форму, а вдобавок имеющая толщину пламени близкую к диаметру иголки. Этой горелкой можно залезть в самые труднодоступные места и заварить деталь ювелирным швом. Причем менять конфигурацию горелки можно непосредственно при горящем пламени. «Игла» по всей длине сохраняет комнатную температуру. А температура с виду игрушечного пламени превышает 3000 градусов!
Для сравнения – стандартная горелка
Готовые бачки радиатора самых популярных образцов. Подавляющее большинство предназначены для Subaru, это самый востребованный товар
Вот очищенная и подготовленная к примерке бачка основа радиатора
Хорошо заметно, что конструкция бачка из алюминия и пластика идентичны
Бачки привариваются обычной аргоно-дуговой сваркой, так как это позволяет толщина металла. Они делаются из листа алюминия толщиной 2 мм
Сварные швы очень выского качества…
…но обязательна наглядная проверка: в водяной ванне в радиатор нагнетают воздух под давлением (как правило, 1,2-1,7 атм; радиаторы кондиционеров выдерживают до 30 атм.)
После сварки – радиатор проверяется на герметичность сначала керосином (в полость заливают керосин, а сварные швы обмазывают мелом: там, где сварка не герметична, керосин выйдет наружу и смоет мел)…
Теперь изделие красится в черный цвет, чтобы воссоздать его первозданный вид
Наш экземпляр мы снизу окрасили, а сверху, наоборот, немного отполировали шлифовальным кругом. Уж очень благородный вид у «крылатого» металла.
Теперь про течь радиатора можно забыть навсегда. Это актуально для высокооборотных мотор, при большом давлении в системе охлаждения и высокой температуре охлаждающей жидкости.